Mechanical Power Press Safety: Safeguarding, Inspections, and Training
Mechanical power presses (a.k.a. punch presses, stamping presses, flywheel presses) have existed in the U.S. since 1857. They were originally designed as either full-revolution, or part- revolution, both of which still exist, although the latter currently represents an estimated 90 percent of the roughly 300,000 mechanical power presses being used in the United States today.
This blog will address part-revolution presses only. These are often referred to as “air clutch” presses, made by dozens of manufacturers.
A Brief History of Press Safety Standards

The idea of safety for these machines has existed since 1922, when the first ANSI B11.1 Safety Standard was developed. The latest version, ANSI B11.1-2009, is the 10th update of that standard and is generally considered to contain the “Best Safety Practices” for press users.
In the early 1970’s, OSHA promulgated a “machine specific regulation” for mechanical power presses, their CFR SubPart O, 1910.217. Very few changes have been made to that regulation since then. Keep in mind that OSHA’s 1910.217 Regulation was taken from ANSI B11.1 using a version that was freshly updated for OSHA in 1971. ANSI has updated their B11.1 four times since that time. Every update adds new, more stringent requirements than the previous version.
Although many companies have long since met the basic OSHA requirements for their presses, a significant number of those shops have yet to make updates to meet the latest ANSI B11.1 Standard.
Relay-Logic vs. Solid-State Control Systems
When OSHA regulations came 46 years ago, press control systems were primarily relay-logic systems, designed to meet OSHA’s initial requirement for “Control Reliability” and “Brake Monitoring.”
Press control systems manufactured in the mid 1980’s and beyond have been mostly solid-state, designed to meet the ANSI Standard concept for the “Performance of Safety Related Functions.” One of the advantages to solid-state controls are the features built into them, including a built-in “Stopping Performance Monitor” and built-in “Stop Time Measurement,” which prevents users from having to use a portable device to determine “Safety Distance” when applying Light Curtain and Two-hand Control devices.
Point-of-Operation Safeguarding Methods
Mechanical Power Presses require some combination of guards and/or devices to reduce or eliminate exposure to hazards at the “point of operation” where the dies close. Safeguarding alternatives include: Point-of-Operation Guards, Awareness Barriers, Light Curtains, and Two-Hand Controls.
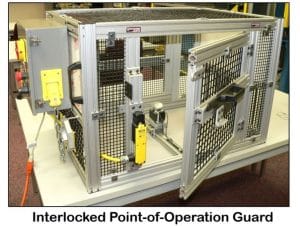
1. Point-of-Operation Guards
Point-of-Operation Guards are typically used for continuous operations where coil-stock feeds into the press as it operates in an uninterrupted mode of operation.
By OSHA’s definition, a guard must prevent people from reaching over, under, through, or around it. (OUTA is an acronym easy to remember; this guard keeps you “OUTA” here.) Guards must meet one of two measurement scales (the OSHA guard opening scale or the ANSI/CSA guard opening scale), to ensure that a small hand can’t reach far enough through any opening to get hurt.
To discourage misuse, hinged or sliding guard sections are often electrically interlocked, so that they remain in position (closed) during press operations. Without interlocks, movable sections can easily be left open, whether intentional or not, leaving Operators and others in the area unprotected.
Guard Interlock Switches are attached to hinged or moving guard sections, since access to the point-of-operation is most often made through those openings. Interlock attachment is best accomplished with tamper-resistant fasteners to discourage cheating the switch.
Many older guards use simple lever-arm or push-button switches. Not only are these switches easy to cheat with tape or wire, they are also spring-operated, leaving them subject to failure if the spring breaks. Newer switches are free of springs, and use actuators with a unique geometry, making them much more difficult to defeat.
2. Awareness Barriers
Another common method of safeguarding on coil-fed presses is an “Awareness Barrier” (A/B). They should completely surround press auxiliary equipment with railings, chains, or cables, suspended on floor stations. Although they don’t provide the same level of protection as a guard, they do help to limit access to hazards on auxiliary equipment like coil-payoffs, feeds, straighteners, etc.

Awareness Barriers are considered superior to just a yellow line on the floor, because to get beyond the A/B requires an intentional act and some physical contact with them. This means the person is well aware that they are entering a hazard area, contrary to their safety training. Auxiliary equipment may also require that ingoing rolls are covered to prevent entanglement with long hair or loose clothing.
Awareness barriers should also have several Danger or Warning signs attached to them specifying what the hazards are in going beyond the A/Bs. Examples of sign verbiage might include: moving coil stock, ingoing pinch points, sharp edges, tripping hazard, etc.
3. Light Curtains

Light Curtains have been around since the mid-1950’s. They consist of a vertically mounted transmitter and receiver with closely spaced beams of infra-red light, creating a flat sensing-field. When fingers, hands, or arms reach through that sensing-field, the press cycle is prevented or stopped to avoid operator injury.
One of the reasons that presses make a good application for light curtains is that they can be stopped mid-cycle very quickly. Light curtains can be used for either single or continuous applications.
The only thing that light curtains don’t provide is “impact protection” should something break in the point of operation and be ejected in the operator’s direction. Where that’s an issue, polycarbonate shields or guards may be appropriate.
Like any safeguarding device, light curtains should be “function-tested” before every operating shift to ensure that they are continuing to provide protection. Make/model specific “function-test procedures” are usually available on each light curtain manufacturer’s website.
4. Two-Hand Controls

Two-Hand Controls are considered a safer means of cycling a press than a foot-switch because both hands must be in a safe position to use them. When cycling a press with a foot switch, hands can be anywhere. When operating a press in the single-cycle mode of operation, it’s possible to use a two-hand control as a safeguarding device as well. This requires that they meet a list of rules in both OSHA and ANSI.
Ten of the basic requirements for a two-hand control being used as a safeguarding device (in the single-cycle mode of operation) include:
- Protection from unintended operation
- Located to require the use of both hands (no elbow and finger tips)
- Concurrently operated (actuation within half-second of each other)
- Holding-time during the downstroke (hazardous portion of cycle)
- Anti-repeat (push and release both actuators for each single cycle)
- Interrupted stroke protection (for all operating stations)
- Separate set of two-hand controls for each operator
- Mounted at a calculated “Safety Distance” from nearest hazard
- Control system to meet “Performance of Safety Related Functions”
- Stopping Performance Monitor is also required

When running high-production operations, don’t forget to consider ergonomics when choosing and installing two-hand controls. Several manufacturers of low-force and no-force actuators are on the market.
Safety Blocks
Also required by OSHA on Mechanical Power Presses is an electrically interlocked “Safety Block” whenever dies are being adjusted or repaired while they are in the press. The interlock is required because safety blocks are very seldom designed to hold the full working-force of the press.
Required OSHA Inspections for Mechanical Power Presses
Mechanical Power Presses require two types of OSHA inspections:
- Weekly inspections of the clutch/brake mechanism, anti-repeat feature, and other designated items. Don’t forget to document.
- Periodic and regular (typically quarterly) inspections of the press parts, auxiliary equipment, and safeguards. Don’t forget to document.
Training Requirements
OSHA requires training (in 1910.217) for anyone who cares for, inspects, maintains, or operates mechanical power presses. ANSI B11.1-2009 requires training for all people associated with press operations.
Final Takeaway: Investing in Press Safety Protects People and Uptime
Investing in mechanical power press safety protects operators, prevents citations, and reduces unplanned downtime. Applying these safeguarding methods, aligned with OSHA 1910.217 and ANSI B11.1-2009, creates a safer, more productive shop.
For more information, schedule a machine safeguarding assessment or learn about Rockford Systems and our turnkey guarding solutions.
Schedule Your Machine Safeguarding Assessment Today
Protect your operators, stay ahead of OSHA compliance, and reduce unplanned downtime with engineered safeguarding solutions built for mechanical power presses. Rockford Systems offers machine safeguarding assessments, gap analysis, and turnkey machine guarding systems to help manufacturing facilities meet OSHA 1910.217 and ANSI B11.1-2009 standards.